
モバイルマイニング機器の振動監視の課題 ビブガードシステム
採掘場では、さまざま大型機器が稼働しています。そのうちの1台が調子が悪くなると、採掘場全体の稼働率が下がります。でも、常に移動していて、稼働時間もばらばらです。そんな課題にプルーフテクニックはビブガードとモバイル接続を利用して対応しています。
ビブガードコンパクトの有効性を実証。
1980年に初代振動測定器を販売してから、弊社の振動測定は40年目を迎えました。石油、ガス、石油化学業界の重要な機械の継続的なオンライン振動監視は近年一般的になってきました。これらの機器は24時間365日、一定の速度で稼働しているためオンライン振動測定も比較的簡単です。最近は、稼働が不定期で、データが断続的な機械のオンライン振動監視が最近の課題です。
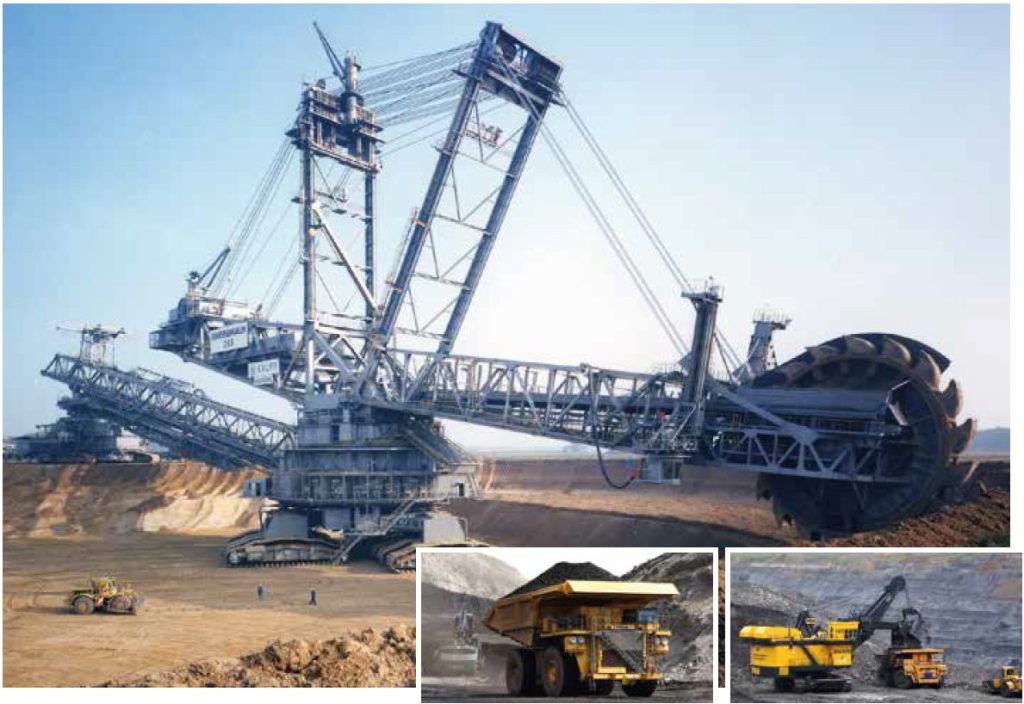
オーストラリアにある採掘場では、モバイル機器、もしくは建機、例えば、ドラッグライン、シャベル、バケット、ホイールショベル、スタッカークレーン、大型ホールトラックが、振動測定の対象となります。
生産にとって重要であり、一般的な向上にあるガスコンプレッサーと同じくらい「重要」です。
ただし、固定機械とは異なり、モバイル機器の監視には、正確で再現性があり、信頼性の高いデータ取得を保証するために対処しなければならない大きな課題があります。
速度と負荷の急激な変動は、アプリケーションの1つの要素にすぎません。
センサーの取り付け、ケーブル接続、ネットワーク通信、および一般的な保守性のロジスティクスは、これらのマシンを監視するタスクに固有の複雑さをもたらします。これらの障害について説明し、大型モバイル機器の信頼性を大幅に向上させる可能性のある新しいソリューションを紹介します。
速度と負荷の変動
信頼性が高く、再現性のある振動測定は、歴史的に定常状態、つまり一定のRPM、または、一定の負荷という状態が基本でした。
良好な振動データ収集の基礎と見なされることが多い再現性は、機械の状態を正確に評価するために不可欠であり、断続的な監視はさらに重要です。 データは、機械の状態を表すものであり、動作状態の変化による変化ではなく、初期の障害状態による実際の変化を反映している必要があります。
一例として、通常の測定サイクルの期間中に速度が変化すると、悪影響が生じます。
a)速度が変化するとデータの信頼性に影響を与える
更に重要なことに
b)再現性が低下します。
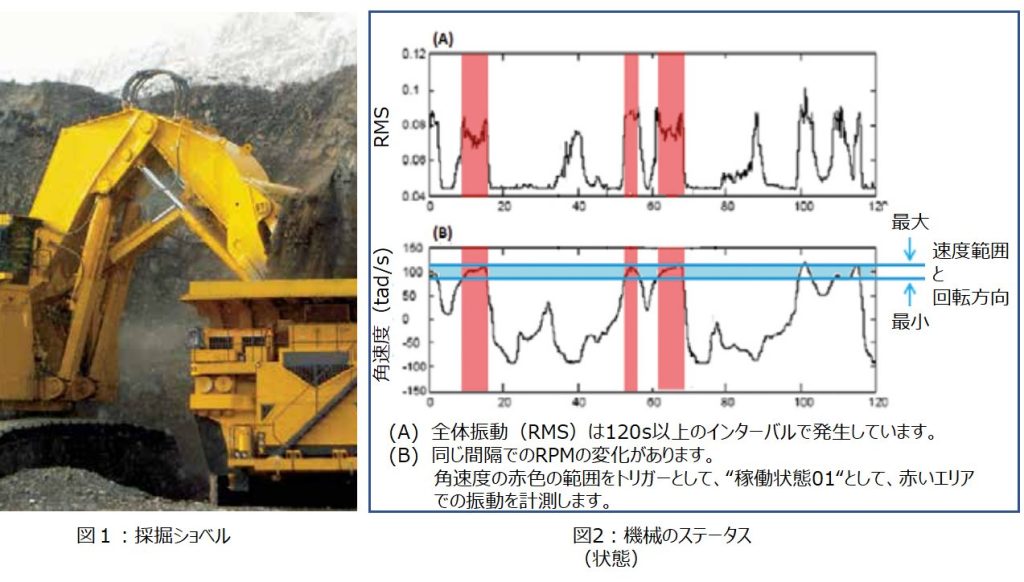
解決策のひとつは、それぞれの運転状態で機械の振動測定タスクを実行することでした。例えば典型的な鉱山のシャベルを考えてみてください。
機械のステータス(状態)!?
RPM、回転方向、負荷などの特定のパラメータの測定を通じて識別できる再現可能な「動作条件」または「機械状態」を定義することで、この間に振動データを確実に取得できます。 「マシンの状態」は信頼性が高く、再現性があります。
図2では、RPMと対応する振動レベルの両方の状態の変化が、解析者にとって深刻な問題を引き起こします。解析者には機械の状態がわからないため、振動の数値がなぜ大きく変化しているかがわかりません。
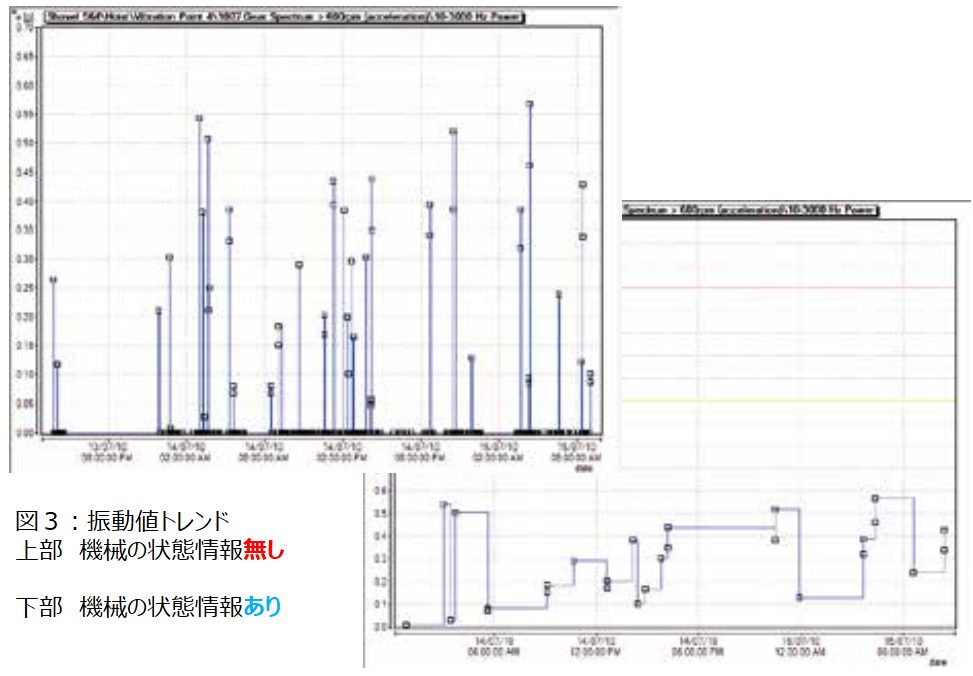
測定されたパラメータ(この場合はRPMと回転方向)に基づく「機械状態」の確立により、再現性の測定が保証され、振動の数値がある範囲内にあるため、振動のデータが正しく解析されます。–図3。
定期点検中に振動測定をする方法がありますが、ショベルは平らな地面に静止しており、2000HPの電気モーターは無負荷で一定速度で動作します。 各モーターベアリング(NDEおよびDE)での振動測定は、信頼性が高く、再現性があり、バケットの操作、群集、スイング、またはクロールによる変動の影響を受けません。
この方法でのテストの問題点は、実際に機器に負荷がかかっているときにのみ発生する場合の問題が検出されない可能性があることです。
データの用途は限られている可能性があります…「何もないよりはましだ」と言う人もいます。 しかし、回転速度のRPMに基づいて、機械状態を判定して振動データを取得するほうが断然有効です。
オーダートラッキングとオーダー解析
FFTベースのデジタルリサンプリング方法
場合によっては、速度が疑似一定の場合、機械のRPMは短い間隔でさえも、連続的に変化します。
範囲が広いため、「マシン状態」の確立が困難になります(図4)。
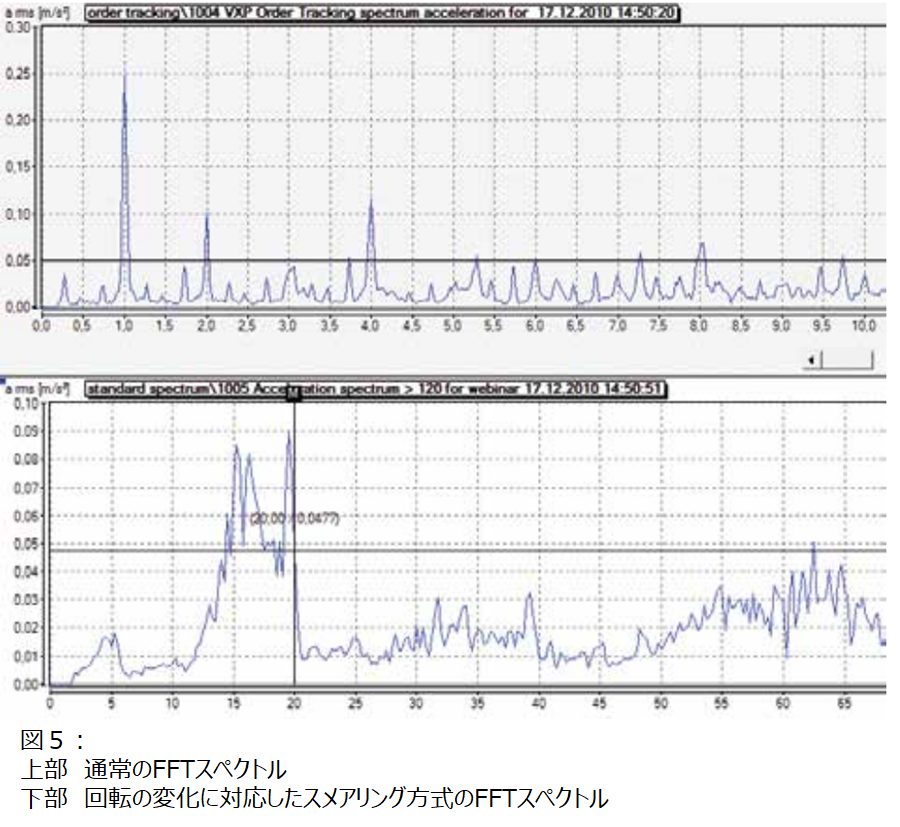
通常のFFT分析では、RPMが急速に変化するため、スペクトル成分が「スミア」になります。
1つのFFTレコード長、図5。
周波数成分の「スミアリング」は、FFTプロセスの固定サンプリングレート、急激な変化が原因で発生します。
RPM、固定FFTレコード長、および振動のレベルと周波数の対応する変動。
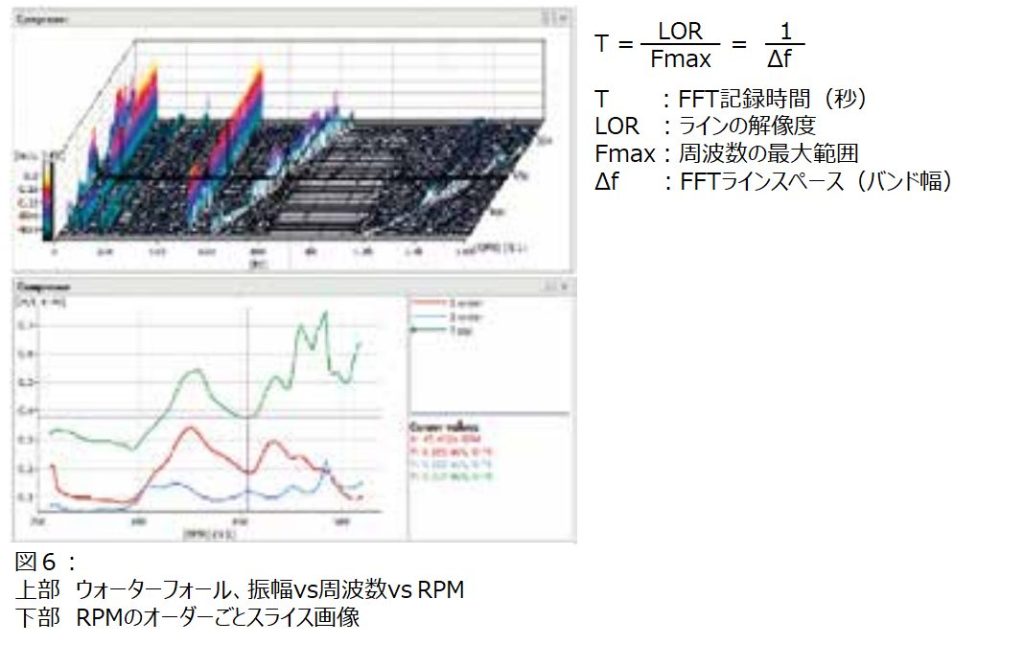
オーダートラッキングは、特定の周波数成分、つまり1Xが、周波数スペクトルとRPMの合成から抽出されるプロセスです。この方法は、速度変化が短いスパン(通常は1800RPMから300RPM)で、比較的中程度のスルーレートで発生するランナップまたはコーストダウン測定に特に役立ちます。 X、Y、Zの表示で表示された場合の生データは「ウォーターフォール」プロットと呼ばれ、抽出されたコンポーネントは(Z軸に沿った)「スライス」と呼ばれます(図6)。
オーダートラッキングと言われるこの技術は、連続的なオンライン監視方法とは対照的に、振動診断ツールとして最も頻繁に使用され、主に動作速度範囲内の機械の共振を識別するために使用されます。
抽出されたスライスとRPM(Z軸)の関係により、アナリストは、1Xなどの個々の周波数成分の振幅が機械構造の特定の自然周波数をどのように励起するかを明確に把握できます。
この場合も、FFTレコード長(T *)、RPM間隔、およびスルーレートを考慮して、スミアリングを回避するように測定を慎重に構成する必要があります。
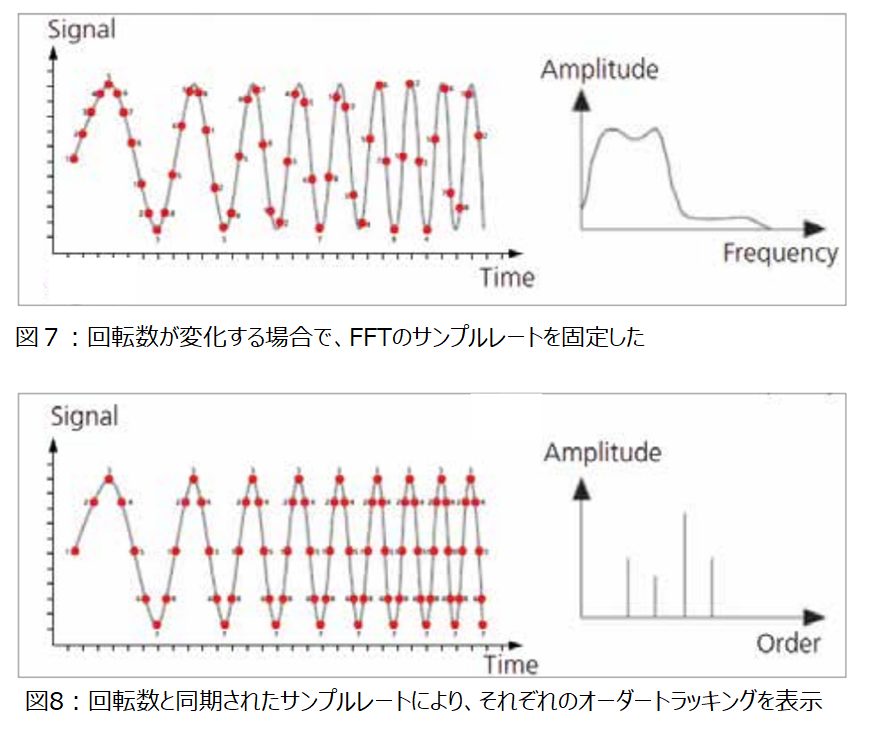
次数分析は、FFTサンプルレートをマシンのRPMと同期させます。 以前は、この手順は追跡周波数乗数を使用してリアルタイムで実行されていました。これにより、増幅周波数はRPMの整数倍(次数)として導出されていました。
最新のデジタル信号分析では、時間信号とRPM信号が記録され、次数分析は後処理機能として実行されます。これにより、RPM信号の補間により、時間信号とそれに続くFFTに適用される「リサンプリング」レートが得られます。 次数スペクトルを作成します。
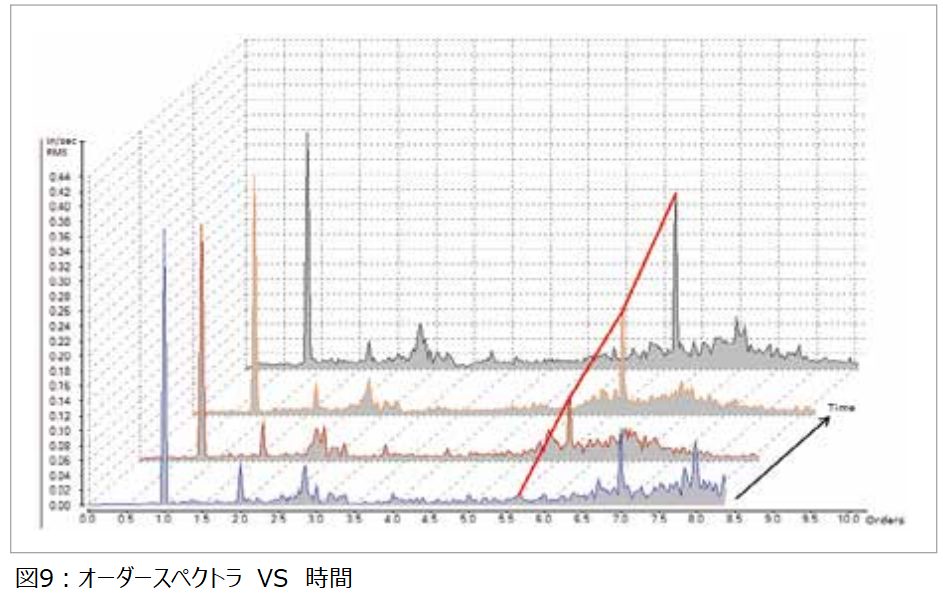
オーダーにより信号分析を使用した最先端のオンライン連続振動監視システムは、RPMではなく機械の状態によって生じる傾向を視覚化するためにオーダースペクトルと時間を比較する信頼性の高い再現可能な方法をオペレーターに提供します図9。
ハードウェアの設置の条件
機械と対応する測定ポイントの選択は、通常の回転機械の状態監視と同様の基準、つまり、重要度のランク付け、保守履歴、アクセス可能性、安全性の考慮事項などに従います。
ただし、追加の精査が必要なモバイルマイニング装置には特有のいくつかの注意するポイントがあります。
a)センサーの接続性とアクセシビリティ
b)鉱山サイト内の機器の場所
c)ネットワーク通信とPCソフトウェアの構成
加速度計などのセンサーは、過酷な産業条件に耐えるように構築されていますが、固定設備でのケーブル配線が比較的静的な環境にある場合、モバイル機器のセンサーケーブルは摩擦などに対する追加の保護が必要です。
このようなの設備では、環境の影響を最小限にするために小径の油圧ホースを使用したりします。図10。

最高の振動データを取得するには、加速度センサーをねじ込みすることを推奨します。ただし、多くの場合は、回転機械に穴を開けることは許可されない場合があります。一部の主要メーカーは加速度計の取り付けを提供していますが、これは多くの場合「後から考えた」ものであり、通常は理想的な測定ポイントではありません。
振動センサーを取り付ける際は、振動解析士と共に機械図面を見ながら、確実に振動が伝達される場所に設置することを推奨いたします。

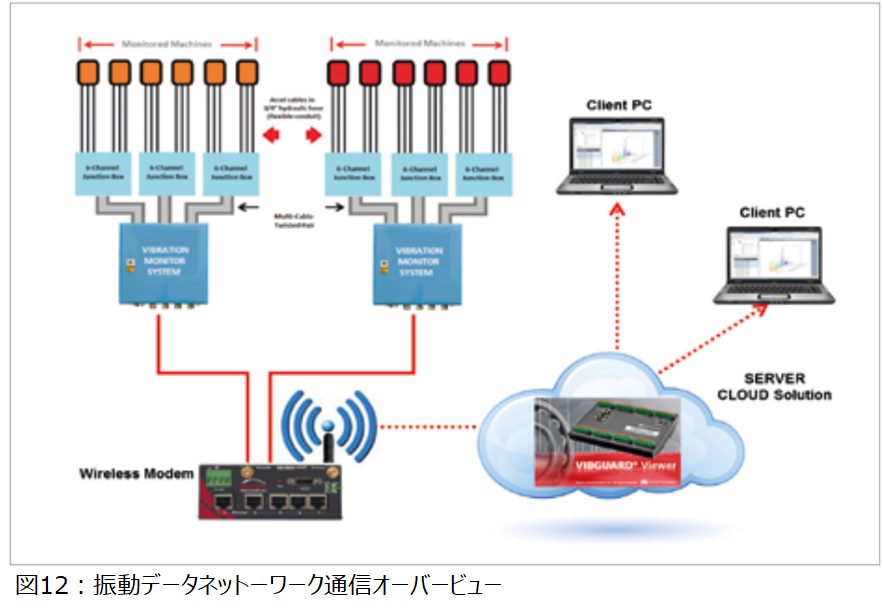
現在の監視システムはTCP/IPネットワーク通信を採用しており、社内Wi-Fiネットワークと通信するためのワイヤレスモデムを装備することができます。
オンライン振動監視ソリューションの一部のメーカーは、社内ネットワークセキュリティ、外部ベンダーアクセス(技術サポート、システムアップデートなど)の質問を通じて、アプリケーションとデータのホスティングを提供しています。
インストールのネットワーク要素には、慎重な計画、開示、およびデータの所有権の完全な理解が必要です。 IT部門は、ソフトウェアのインストール、ネットワークの構成、およびクラウド、TeamViewer™、またはリモートデスクトップアプリケーションを介したベンダーへのアクセスの許可において重要な役割を果たします。
結論
モバイル鉱山設備は莫大な資本コストを表にしました。運用に費用がかかり、維持に費用がかかり、鉱山の生産性にとって非常に重要です。 振動監視は、固定プラント設備の保守と運用において長年にわたって大幅な節約をもたらしてきました。
今日、信号処理、トランスデューサーの設計、ネットワークオプションの進歩により、モバイル機械のオペレーターは、振動監視から得られるメリットを活用できるようになりました。
ダウンタイムの削減、運用および保守コストの削減、スペアパーツの在庫の削減、PMスケジュールの最適化、機器の可用性の向上。 信頼性中心のメンテナンスへの道はより明確になりつつあります。 覚えておいてください…
「今まで聞いたことがないことをしたいときは、今までにない新しいことをする必要があります。」
振動測定解析のデモのご相談や活用法など、お問い合わせはこちらへ。
*Web商談、オンラインデモも大歓迎。
ご予算検討、見積・価格お問い合わせはこちらへ。お気軽にどうぞ!
お客様の興味・関心を教えてください
いま、みなさんの興味や課題、関心はなんでしょうか?是非お聞かせください。
「お客様の声 – Voice of the Customer(VOC)」にお応えする企画を発信してまいります。

プルーフテクニック株式会社
〒240-0006 神奈川県横浜市保土ヶ谷区星川3-3-29 星川三丁目ビル
TEL:045-444-8812 FAX:045-444-8813